
provide proper finish. |
|

|

|
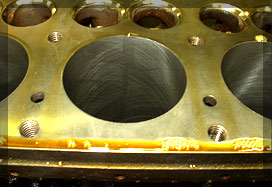
Cylinder HoningThis step takes place after the boring process. The honing process removes the final amount of material left from boring and also provides the correct "cross hatch" finish for the piston rings to ride on. Providing a perfect finish for the piston rings whether they are moly or cast iron this Sunnen CV616 machine handles it. Theoretically the piston rings glide on a film of oil provided by the criss cross pattern of the cross hatch and the rings don't come in contact with the cylinder wall. For high performance minded customers we also offer Torque Plating of the engine. The torque plate induces the stress of the cylinder head bolted to the block. This provides a true hole to squeeze the most performance out of the block and provides a perfectly round hole as the block is stressed via torqueplate, and the main caps are torqued from the bottom. |
|
provide proper finish. |
|
|