|
|
Our equipment
Line Boring: Berco BC-4
Line boring is the machining process that corrects the main line of the block. We use this process because it's much more accurate than line honing an engine mainline, and saves the block. It actually cost less since there is no need for shorter timing chains. This is also part of the "Blueprinting Process". |
 |
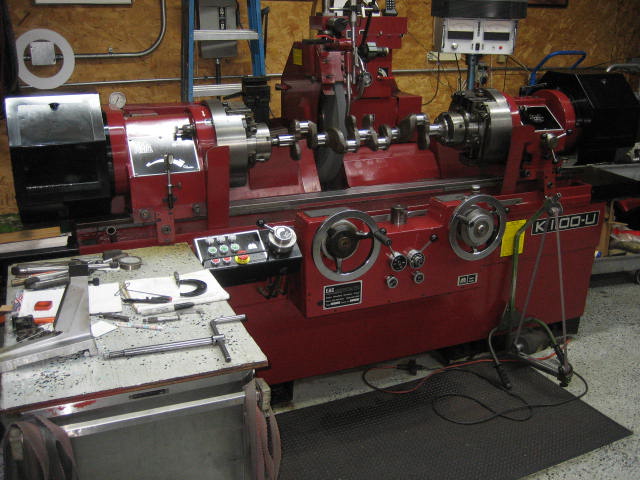
AMC K1100U crankshaft grinder
This machine can handle Crankshafts to 50” and 8” stroke. |
 |
Rod Hone: Sunnen 1810
The rod hone is used to resize the big end and small end of connecting rods to original spec to within .0002 tenths" per manufacturers specs we at J and M always replace rod bolts prior to machining. |
 |
Rod Cap Grinder: Sunnen CG750
The cap grinder is used in the rod reclamation process. The rod cap and conn rod are machined at the parting surface of the rod and then tourqued back together to be honed to manufacturers spec. |
 |
CWT 5000
This machine balances all of our crankshafts and flywheels with ease. Modern equipment saves time by giving a more precise product. We can easily balance parts to a tenth of a gram! |
 |
Guide and Seat machine
This is the Newen Contour guide and seat machine which we use to replace all valve seats and guides to update engines for today’s fuels.
This machine can cut any combination of angles of the valve seat with ease. |
 |
Bake Blast System (Oven)
We use the US MetalWorks Bake blast system which as seen here cleans the block by heating to specific temperatures to provide even heating to remove the paint and sludge and debris of a used engine. |
 |
"Blaster"
Shows what the parts look like after they have cycled through the system of baking and blasting with the steel shot we use,which is also called "Shot peening". |
 |
Boring Mill: AMC CM 1200v
This boring mill represents the very best machine available and is a major investment for our business but well worth the results this machine is capable of. This machine handles all of our boring/cylinder sleeving and block/head resurfacing with ease. |
 |
Cylinder Hone: Sunnen CV616 Cylinder King
This machine is the industry standard for cylinder honing. After the blocks are bored to within.005" of finished size they are then honed to achieve proper cylinder wall finish for rings as well as corresponding piston to wall clearance. Many shops skip this important step. |
 |
Rod Lathe: Van Norman
After the rods are cleaned, magnafluxed, straightened, rebabbitted the rod is set up and bored out to the corresponding size of the crankshaft journal. Again all work is done on modern precision equipment. |
 |
|
